
The digitalization of forging production lines typically consists of the digitalization of process equipment, process parameters, product information, and production operation and maintenance. This article introduces the components of the digitalization of the forging production process, identifies various parameter information that needs to be collected during production, explains the connection between the control room and various equipment in the production process, and provides a brief implementation step for the digitalization of the forging production process. It analyzes the relationship between the digitalization of the forging production line and expert systems, highlighting the important role of digitalization in the production process: first, it helps achieve transparency in the production process and traceability of products; second, it provides data support for later expert systems.
Connotation of Digitalization
Broadly speaking, digitalization refers to representing (or manifesting) non-discrete data in digital form. Specifically, digitalization means transforming many complex and variable pieces of information (such as images, lines, sounds, etc.) into measurable numbers or data, and then using these numbers or data to establish appropriate mathematical models, converting them into a series of binary codes, and introducing them into a computer for unified processing. The digitalization process refers to the process of coding and decoding all information using the coding technology of “0” and “1” within the computer.
For the forging industry, the digitalization of the forging production line refers to using the two digits “0” and “1” to encode all related equipment information on the production line, such as pressure, current, faults, etc., and product information into digital signals for transmission, which can then be visually displayed on terminal computers through receivers, allowing operators to intuitively and in real-time obtain information on equipment status, production process progress, and quality parameters, thus achieving transparency in production and traceability of products, providing data support for building intelligent forging production lines.
Composition of Forging Production Lines
Forging production lines generally consist of feeding equipment, heating equipment, forging equipment (main forging presses, trimming presses, or correction presses), heat treatment equipment, etc., as shown in Figure 1. Feeding equipment refers to devices that separate parts or blanks from raw materials, such as bar cutting machines. Heating equipment refers to devices that heat materials or workpieces to suitable temperatures for forging, such as medium-frequency heating furnaces and electric heating furnaces. The main forging press refers to the forging press used in the main process to complete product shaping on the forging production line, which can typically include friction presses, clutch-type screw presses, and hot die forging presses.
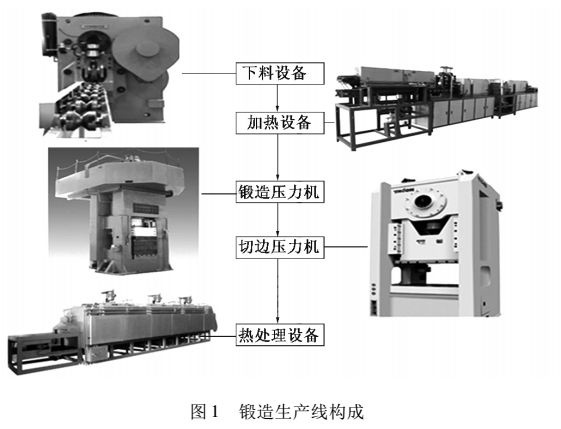
Trimming presses or correction presses refer to the presses used to remove flash and correct products after the main process on the forging production line, such as closed single-point presses and punching machines. Heat treatment equipment refers to devices that perform heat treatment on the final products of the forging production line to achieve the desired structure and performance, such as solution furnaces.
Digitalization Components of the Forging Production Process
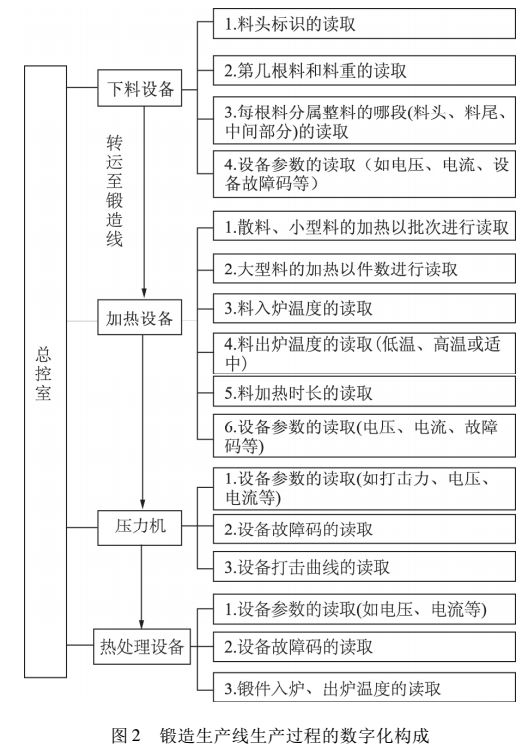
The digitalization of the forging production line is an application model of digital technology in the forging workshop, aiming to achieve transparency in production and traceability of products through the digitalization of the production process. The digitalization of the forging production line typically includes the digitalization of process equipment, process parameters, product information, and production operation and maintenance. This article focuses on the digitalization of process parameters in the forging production line. In the forging process, the digitalization of process parameters refers to the process of digitally analyzing various parameters that affect product shaping on the forging production line, such as voltage, current, temperature, and impact force, which are ultimately displayed in an intuitive form in the control room of the production line, as shown in Figure 2. Other components of the digitalization of the forging production line will not be introduced here.
Brief Implementation Plan for Digitalization of the Forging Production Process
First, a main control station for the production line needs to be established, which generally includes the main PLC, human-machine interface, terminal computers, etc. The terminal PLC communicates in real-time with the individual station PLCs of each device on the production line through fieldbus DP or PN, controls them, and stores a small amount of data, displaying relatively simple real-time status and parameter settings in graphical and input-output forms on the human-machine interface. Communication between the terminal computer and the main PLC allows for large data storage, and the computer monitor can replace the simple human-machine interface to achieve complex image processing and display.
Secondly, monitoring and data collection of equipment voltage, current, and power consumption can be achieved by installing electric meters with output functions. By adding devices like code readers, identity recognition for feeding and discharging can be implemented, giving each product an “identity card.” By adding temperature sensors, pressure sensors, impact force sensors, and other process sensors, the visualization of equipment and product detail statuses during production can be achieved.
Finally, the main PLC collects and stores data uploaded from various stations, and through program processing, it can correlate the equipment status and product status during production with each product’s “identity card,” allowing for data storage and retrieval through the terminal computer to achieve product traceability.
The above is a brief overview of the digitalization of the forging production process and its implementation plan. As the entire production process improves and advances, the parameters and information to be collected can be continuously expanded, ultimately forming a complete production line status monitoring system, enabling long-term monitoring to grasp the overall status of the production line over extended periods, thereby eliminating potential faults and improving production efficiency and economic benefits.
Relationship with Expert Systems in Forging Production Lines
An expert system refers to a program system that possesses a large amount of relevant professional knowledge and experience in a specific industry field. It applies artificial intelligence and computer technology to reason and judge based on professional knowledge and experience provided by one or more experts in the relevant field, simulating the decision-making process of human experts to solve complex problems that require human expertise. In the forging industry, the expert system for forging production lines generally refers to a system used to meticulously observe and analyze various conditions and faults that arise in the production line, deducing the causes of these conditions and faults, and further proposing solutions.
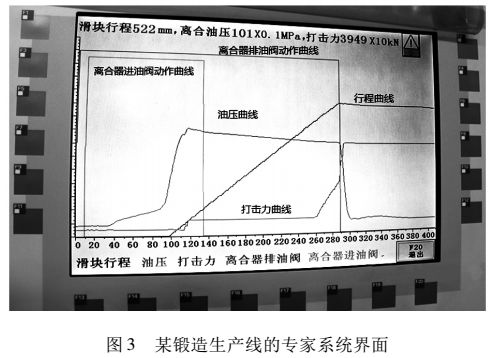
Figure 3 shows the interface of the expert system for the clutch-type screw press on the forging production line. This expert system is a set of systems for the digital acquisition and data correlation analysis of the main switch signals and analog signals of the press, integrating the time curves of the oil inlet valve and oil outlet valve actions, stroke curves, oil pressure curves, and impact force curves of the press. In Figure 3, any curve displayed represents the final embodiment of the specific performance of the press in a digitalized form. If any curve is viewed in isolation, it represents only the specific performance state of the press; however, if all curves are displayed together through digital acquisition, they can be correlated to form an expert system. Through the expert system, all state information of the press can be analyzed in relation to each other, allowing operators to analyze the causes of the press’s conditions and faults and provide solutions to these conditions and faults. Utilizing this system in conjunction with upper-level management systems like MES can ultimately allow for the diagnosis of fault causes and solutions at the first signs of equipment and production line issues, achieving true fault prevention functionality. Therefore, the expert system for forging production lines is the development direction of the application of digitalization in forging production lines. The results of the digitalization of the forging production line, if not analyzed and correlated by a corresponding expert system, will significantly diminish their significance. The digitalization of the forging production line provides data support for subsequent expert systems, which can be used for analyzing product quality, fault causes, etc.
Conclusion
The effective implementation of digitalization in the forging production process has the following important roles: first, it allows operators to intuitively and in real-time obtain information on equipment status, production process progress, and quality parameters, achieving transparency in production and traceability of products, providing data support for building intelligent forging production lines; second, it provides data support for later expert systems, enabling data correlation analysis through expert systems that can be used to analyze product quality, fault causes, etc. For the forging industry, the implementation of digitalization in forging production lines can effectively shorten product production cycles, reduce production costs, improve enterprise production efficiency, enhance overall competitiveness, and lay a solid foundation for the upcoming intelligent forging.
Excerpt from “Forging Technology”
Authors: Li Zhuo, Ding Xiaoyue, Beijing Electromechanical Research Institute Forging Technology Engineering Center.
Disclaimer: This article is a network reprint, and the copyright belongs to the original author. However, due to numerous reprints, the true original author cannot be confirmed, so only the source of reprint is indicated. If any videos, images, or texts used in this article involve copyright issues, please notify us immediately, and we will confirm copyright according to the proof materials you provide and pay remuneration according to national standards or delete the content immediately! The content of this article represents the views of the original author, and does not represent the views of this public account or take responsibility for its authenticity.
Click the image to purchase
Join us, please click to read the original text