As we often say, the eyes are the windows to the human soul. Equipping machines with a pair of eyes and granting them the ability to perceive allows them to understand the world. This is what makes computer vision one of the most important components of artificial intelligence.
Machine Vision Systems
A machine vision system refers to the use of machines to replace human eyes for various measurements and judgments. Machine vision is a crucial research area in both engineering and science, encompassing multiple disciplines such as optics, mechanics, computing, pattern recognition, image processing, artificial intelligence, signal processing, and optoelectronic integration. Its capabilities and application range have gradually improved and expanded with the development of industrial automation. The rapid advancement of technologies such as mother-child image sensors, CMOS and CCD cameras, DSP, ARM embedded technology, image processing, and pattern recognition has strongly propelled the development of machine vision.
Machine vision is a relatively complex system. Most systems monitor moving objects, making the matching and coordination of the system with these moving objects particularly important. This imposes strict requirements on the timing and processing speed of each component of the system. In certain application areas, such as robotics and aerial vehicle guidance, there are strict requirements regarding the weight, volume, and power consumption of the entire system or its components.
Components and Working Process of Machine Vision Systems
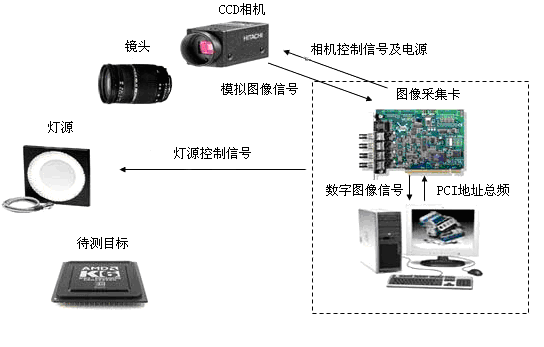
A complete machine vision system includes: lighting sources, optical lenses, CCD cameras, image acquisition cards, image detection software, monitors, communication units, etc.
The working process of industrial machine vision systems is mainly as follows:
1. When the sensor detects that the object to be measured is approaching the camera’s shooting center, it triggers a pulse to be sent to the image acquisition card;
2. The image acquisition card sends start pulses to the lighting system and camera according to the pre-set program and delay;
3. One start pulse is sent to the camera, which ends the current photo and begins a new one, or remains in a waiting state until the start pulse arrives. Upon detecting the start pulse, the camera begins capturing a new photo after opening the exposure component (the exposure time is pre-set). Another start pulse is sent to the light source, and the light source’s on-time must match the camera’s exposure time; the camera scans and outputs an image;
4. The image acquisition card receives the signal and digitizes the analog signal through A/D conversion, or directly receives the digital video data from the camera;
5. The image acquisition card stores the digital image in the computer’s memory;
6. The computer processes, analyzes, and recognizes the image to obtain detection results;
7. The processing results control the actions of the production line, perform positioning, correct motion errors, etc.
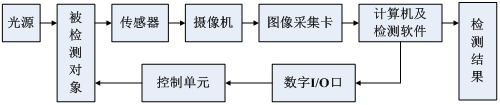
Working Process of Machine Vision Systems
Related Technologies in Machine Vision
1. Image Acquisition Technology – The Foundation of Machine Vision
The image acquisition part generally consists of light sources, lenses, digital cameras, and image acquisition cards. The acquisition process can be simply described as follows: under the lighting conditions provided by the light source, the digital camera captures the target object and converts it into an image signal, which is then transmitted to the image processing part through the image acquisition card. When designing the image acquisition part, various issues must be considered, mainly concerning the digital camera, image acquisition card, and light source.
(1) Lighting
Lighting is an important factor affecting the input of machine vision systems, directly impacting the quality of input data and application effectiveness. To date, no machine vision lighting device can universally apply to all applications; therefore, it is necessary to select corresponding lighting equipment based on specific application needs.
Lighting systems can be classified based on their illumination methods: backlighting, front lighting, structured light, and strobe lighting. Backlighting means placing the object to be measured between the light source and the camera to enhance image contrast. Front lighting is when the light source and camera are on the same side of the object, which is advantageous for installation. Structured light illumination projects a grating or line light source onto the object and demodulates the resulting distortion to extract 3D information. Strobe lighting involves projecting high-frequency light pulses onto the object, requiring the camera to capture synchronously with the light source.
(2) Optical Cameras
The task of optical cameras is to perform optical imaging, and specialized measurement cameras are typically used in measurement fields due to their critical role in imaging quality. One issue to consider with cameras is distortion, which requires the use of appropriate distortion correction methods; many automatic distortion correction systems have been developed.
(3) CCD Cameras and Image Acquisition Cards
CCD (Charge Coupled Device) cameras and image acquisition cards work together to capture and digitize the target image. Currently, the application technology of solid-state devices like CCD and CMOS, line array sensitive devices, and the reduction of pixel sizes, alongside the increase in the number of array pixels and significant improvements in pixel charge transfer rates, are all advancing rapidly. In PC-based machine vision systems, the image acquisition card is an essential device that controls the camera for image capture and digitization while coordinating the entire system.
The image acquisition card directly determines the camera’s interface: black and white, color, analog, digital, etc.
2. Image Processing and Analysis – The Core of Machine Vision
The core of image processing and analysis methods used in machine vision is to solve the problem of target detection and recognition. When the target to be recognized is complex, multiple steps must be taken to achieve this comprehensively from different perspectives.
When extracting the target, the first consideration is how to automatically separate the target object from the background. The complexity of target extraction generally arises from the minimal feature differences between the target and non-target objects. After determining the target extraction scheme, the target features need to be enhanced.
With the development of computer technology, microelectronics technology, and large-scale integrated circuits, image information processing is increasingly being accomplished through hardware, such as DSP chips and dedicated image signal processing cards. The software mainly addresses parts of algorithms that are not yet mature, complex, or require continuous improvement. This approach enhances system real-time performance while reducing system complexity.
Challenges in Machine Vision Technology
For humans, recognizing and understanding the surrounding scene is a straightforward task, but for robots, it poses significant challenges. The main difficulties include:
(1) Stability Issues
Environmental factors in reality are variable, and many factors in the scene, such as lighting, object shape, surface color, camera, and spatial relationship changes, can affect the generated image. For example, devices used for intelligent traffic detection face the challenge of maintaining high stability under adverse weather conditions.
(2) Constructing High-Performance Recognition Algorithms
Image processing and analysis technology is at the core of machine vision, making it crucial to develop a good, application-adaptive recognition algorithm. Moreover, current application fields increasingly demand detection devices with accurate and rapid target recognition capabilities. Without a better recognition algorithm, it is impossible to meet the growing demand.
(3) Large Data Volume
The data acquired by machine vision is vast. For instance, the facial recognition feature on smartphones can project tens of thousands of infrared points in a single recognition attempt, resulting in a massive data load. Similarly, in traffic detection, the accumulated data over a day is also astonishing. Therefore, processing such a large volume of information is challenging. However, with the advancement of hardware technology, this issue is expected to be gradually resolved in the future.
History of Machine Vision Development
Machine vision technology is an important branch of computer science. Since its inception, machine vision has a history of over 20 years, with its functions and application scope gradually improving and expanding alongside the development of industrial automation.
Research on two-dimensional image statistical pattern recognition began in the 1950s.
In the 1960s, Roberts began research on three-dimensional machine vision.
In the mid-1970s, MIT’s Artificial Intelligence Lab officially launched a course on “Machine Vision.”
In the 1980s, a global research boom began, leading to vigorous development in machine vision, with new concepts and theories continually emerging.

The initial stage from 1990 to 1998 saw negligible sales in the actual machine vision system market. Major international machine vision manufacturers had not yet entered the Chinese market. Before 1990, only a few research labs in universities and research institutions were studying image processing and pattern recognition. In the early 1990s, engineers from these research institutions formed their own vision companies, developing the first generation of image processing products, enabling basic image processing and analysis tasks. Although these companies successfully addressed some practical issues using vision technology, such as multimedia processing, print surface inspection, and license plate recognition, the limited functionality and reliability of their software and hardware restricted their potential for industrial applications. Additionally, a significant factor was the low market demand, as many engineers in the industrial sector had no concept of machine vision, and many companies did not recognize the importance of quality control.
The second stage from 1998 to 2002 is defined as the introduction phase of machine vision concepts. Since 1998, more and more electronic and semiconductor factories, including those invested by Hong Kong and Taiwan, have settled in Guangdong and Shanghai. Complete production lines and advanced equipment with machine vision were introduced to China. With this trend, some manufacturers began to seek to develop their own vision inspection devices, marking the beginning of genuine market demand for machine vision. Equipment manufacturers or OEMs needed more external technical development support and product selection guidance. Some automation companies seized this opportunity to take a different path than the previously mentioned image companies, becoming agents and system integrators for international machine vision suppliers. They introduced the most advanced mature products from the United States and Japan, providing professional training and consulting services to end users, and sometimes collaborating with their business partners to develop complete vision inspection devices.
Through long-term market development and cultivation, not only in the semiconductor and electronics industry but also in the automotive, food, beverage, and packaging industries, some top manufacturers began to recognize the important role of machine vision in enhancing product quality. During this stage, many well-known vision equipment suppliers, such as Cognex, Basler, Data Translation, TEO, and SONY, began to engage with the Chinese market in search of local partners, yet suitable local partners were scarce.
The third phase from 2002 to the present is referred to as the development phase of machine vision. From the following points, we can observe the rapid growth trend of machine vision in China:
1. In various industries, an increasing number of clients are seeking vision inspection solutions, as machine vision can address precise measurement issues and significantly improve their product quality. Some clients have even established their own vision departments.
2. More and more local companies are beginning to incorporate machine vision into their businesses. Some are ordinary industrial control product agents, some are automation system integrators, and others are new vision companies. Although the vast majority of them have not yet seen adequate returns, they unanimously believe that the machine vision market has great potential. The lack of experienced vision engineers and practical project experience is their main challenge.
3. Some companies with a few years of practical experience are gradually positioning themselves for better development in the machine vision business. They either continue to enhance their image acquisition card and software development capabilities or aim to become leading manufacturers providing industrial site solutions or vision inspection equipment. Pure agency work remains part of their business, but they have begun to develop their own technologies or know-how at the component and system levels.
4. After several years of searching for agents, many multinational companies have started to establish their own branches in China. Typically, they set up their branches in key locations like Beijing, Shanghai, Guangdong, and Shenzhen to manage key customers and provide technical and business support to partners.
Trends in Machine Vision Development
Machine vision can be considered the foundational infrastructure layer of artificial intelligence. In the main application areas of the artificial intelligence industry, machine vision has profound and extensive applications. From the panoramic view of the entire industrial chain, China’s artificial intelligence industry is in a rapid ecological construction phase.
In the field of machine vision, it is undergoing rapid reconstruction. Market analysis indicates that machine vision is not a particularly emerging field. This is evident from its early derivation from image processing, where many large manufacturers have been deeply engaged in intelligent security and traffic for a long time. Many companies in these sectors are currently in a phase of rapid development.
According to forecasts by CCID Consulting, by 2018, the scale of China’s artificial intelligence market will exceed 40.6 billion, with a compound annual growth rate of 25.8%, outpacing the global growth rate. The overall situation in the market structure also exists. In terms of investment scale, last year saw a rapid increase in both the total investment amount and the number of investment deals, and the number of companies engaged in artificial intelligence and machine vision is also rapidly increasing.
In the future, with favorable policies for artificial intelligence, there will be significant opportunities in four sectors: security, transportation, finance, and consumer electronics, which are the key application industry directions for machine vision.
First, major players in machine vision, including those evolving artificial intelligence, are adopting an open-source approach. In China, for example, companies like Huawei are exploring how to utilize open-source methodologies, which still have certain conceptual gaps compared to foreign practices. Many companies essentially wrap and use their open-source code without fully embracing the open-source philosophy. Of course, there are underlying reasons for this, as many enterprises are on the path of open-source deployment in submitting artificial intelligence codes.
The evolution direction of the entire industry is currently in a rapid return phase. The entire industry and product technology evolution will experience cyclical fluctuations. The machine vision and computer vision fields are still in a rapid return phase, meaning that their technologies have matured, and market attention is quickly rising. They are key products and fields expected to yield rapid returns in the future.
Finally, regarding the current development of the entire market in China, including government planning, the topic of smart cities has become popular again. Many smart cities were built years ago but did not develop particularly smoothly. Now, with the development of the entire artificial intelligence industry, this momentum and trend are primarily driven by technological capabilities that can address real needs and problems. In terms of data, we predict that the number of smart city constructions in China will exceed 500 this year. In the definition of the smart city industry, the demand for machine vision is particularly high. Many definitions of smart cities, such as the number of cameras, serve as rigid standards. The future demand for intelligent cameras, including those with facial recognition capabilities, will be substantial.
Applications of Machine Vision
Currently, the most advanced machine vision technology is still predominantly controlled by countries such as the United States, Europe, and Japan, which have developed corresponding machine vision software and hardware products for industrial applications. China is currently in a period of transition from labor-intensive to technology-intensive industries, creating a strong demand for machine vision solutions to improve production efficiency and reduce labor costs. China is becoming one of the most active regions for machine vision technology development. The Yangtze River Delta and Pearl River Delta have become transfer points for international electronics and semiconductor technologies, thus also becoming gathering places for machine vision technology. Many internationally advanced machine vision systems have entered China, and domestic machine vision companies are thriving amidst healthy competition with international firms. Many universities and research institutions are dedicated to the research of machine vision technology.
In foreign countries, machine vision is primarily applied in the semiconductor and electronics industries, where the semiconductor sector accounts for 40% to 50%. For example, in PCB printing circuits, SMT surface mounting, and electronic manufacturing equipment. Additionally, machine vision has widespread applications in quality inspection across various fields.
(1) In Industrial Inspection
In recent decades, the non-contact, rapid, precise, and robust anti-interference capabilities of vision systems have led to widespread applications of machine vision technology in industrial inspections, yielding significant economic and social benefits. Automated visual recognition inspection is currently used for product shape and surface defect inspection, such as wood processing inspection, metal surface visual inspection, diode substrate inspection, printed circuit board defect inspection, and automatic identification of weld defects. These detection and recognition systems belong to two-dimensional machine vision, with relatively mature technology. The basic process involves using a camera to capture images, processing the acquired images, and performing pattern recognition to detect the required content.
(2) In Medical Applications
In the medical field, machine vision is primarily used for medical auxiliary diagnosis. It first captures images from examinations such as MRI, ultrasound, laser, X-rays, and γ-rays, and then applies digital image processing and information fusion technologies to analyze, describe, and recognize these medical images. This process ultimately provides relevant information to assist doctors in diagnosing the size, shape, and anomalies of human diseases, facilitating effective treatment. Different medical imaging devices yield images of biological tissues with different characteristics; for instance, X-rays reflect skeletal tissue while MRI images reflect organic tissue. Doctors often need to consider the relationship between skeletal and organic tissues, necessitating the use of digital image processing techniques to appropriately overlay the two types of images for medical analysis.
(3) In Traffic Monitoring Applications
In the intelligent traffic monitoring field, placing cameras at important intersections allows for the quick photography capabilities of cameras to automatically recognize and store license plates of vehicles violating traffic rules or going against traffic, facilitating review by relevant personnel.
(4) In Bridge Inspection Applications
Manual inspection methods and bridge inspection vehicles rely on human eyes to inspect the surfaces of bridges, which are slow, inefficient, have high miss rates, poor real-time performance, and can pose safety hazards, making widespread application difficult. Non-destructive testing includes various technologies such as laser detection, ultrasonic testing, and acoustic emission detection, which involve expensive instruments and limited measurement ranges, failing to meet the increasingly demanding requirements for bridge inspections. Intelligent inspection methods include distributed automatic detection systems for concrete crack distribution based on conductive materials and intelligent concrete technologies, as well as cutting-edge methods based on machine vision. While conductive material technologies are convenient, simple, and low-cost, they require prior application of conductive materials on or embedded within concrete structures for detection, and intelligent concrete technologies still face challenges in determining crack locations and widths, making practical application a long way off. In contrast, machine vision-based inspection methods utilize CCD cameras to capture images of bridge surfaces, which are then processed by computers to automatically identify crack images, separate them from the background, and calculate crack parameters. This approach offers advantages such as convenience, intuitiveness, precision, non-contact, good reproducibility, strong adaptability, high flexibility, and low cost, effectively liberating labor and minimizing human interference, presenting a promising application outlook.
Statistics indicate that over 90% of concrete bridge damage is caused by cracks; thus, the health inspection of bridges primarily involves detecting and measuring surface cracks. Machine vision-based bridge inspection technology mainly consists of three components: the technology for acquiring surface images of bridges, the theory and algorithms for automatic crack recognition based on images, and the quantitative measurement methods for crack widths and other damage levels based on images.
Automated and intelligent inspection technologies based on machine vision have been successfully applied in roads and tunnels, and preliminary applications have been made on bridges, mainly focused on image acquisition technologies for surface images of concrete components in open views. However, automatic recognition of damage remains at the theoretical research stage and has not yet been applied in practical engineering.
For the large-scale concrete beam bodies, intelligent video bridge inspection vehicles are entering the theoretical and key component modeling phase. However, challenges in automatically recognizing small cracks in bridges and quickly acquiring clear images remain significant, and practical requirements are still far from being met.
The emergence and application of machine vision have significantly liberated human labor while improving the level of production automation, equipment utilization efficiency, reliability, and stability. With the application of new technologies and theories in machine vision systems, machine vision will play a greater role in various fields of the national economy, and its application prospects are broad, bringing a new technological revolution to societal development.
Source: Sensor Technology
END
Hot Articles (Scroll Up to Read)
Recommended Article | Liu Qiuyu: Flexible Pressure Sensors Based on Capacitive-Resistive Conversion Principle
Recommended Article | Li Lei: Research on Data-Driven Fault Prediction Methods
Recommended Article | Yan Junjie: Automatic Precision Assembly Technology for Satellite Antenna Modules Based on Machine Vision
Recommended Article | Yao Yanling: Research on CNN-Seq2Seq Based Surge Diagnosis Model for Aero Engines
Recommended Article | Guan Li: Overview of Electric Static Liquid Actuation Technologies for Aircraft Flight Control Systems
Recommended Article | He Yunze: Analysis of Acoustic Emission Signals of Power Devices in Inverter Circuits
Recommended Article | Xie Li: Defect Detection of Circuit Board Components Based on Improved YOLOv4 Network
Recommended Article | Wang Yizhou: Short Video Fingerprint Extraction Based on R(2+1)D Twin Networks
Recommended Article | Han Han: Overview of No-Reference Image Quality Assessment Based on Deep Learning
Recommended Article | Wang Jiulong: Research on Fatigue Testing Technology for Helicopter Tail Rotor Blades
Recommended Article | Sun Weihong: Research on Portable ECG Monitoring Systems Based on Flexible Electrodes
Recommended Article | Zhang Meiju: Current Status and Development Trends of Ceramic Substrate Thin Film Thermocouples
Recommended Article | Ouyang Lin: Fatigue Driving Detection Algorithm Based on Driver Facial Temporal Data
Recommended Article | Zhang Wenli: Multi-Target Tracking Algorithm Based on Improved Transformer and Anchor-Free Networks
Recommended Article | Liu Guanjun: Research Progress on Silicon-Based and Graphene-Based Resonant Pressure Sensors
Recommended Article | Jiang Chao: Overview of Image-Based Drone Battlefield Situation Awareness Technologies
Recommended Article | Zhang Feiyang: Overview of Alertness Detection Research Based on Physiological Signals
Recommended Article | Qiu Fang: Research on Autonomous Management Software Architecture for Spacecraft Control Systems
Recommended Article | Wang Yanshan: Research Progress on Graphene Flexible Pressure/Strain Sensors
Recommended Article | Wang Hong: Research on Testing Technology System Architecture for Civil Aviation Aircraft
Recommended Article | Liu Yawei: Overview of Digital Twin and Application Research for Aircraft Structural Health Management
Recommended Article | Sun Zhiyan: Overview of the Development of Aircraft Engine Control Systems
Forum Discussions | Academician Gao Jinj: Intelligent Monitoring of Vibration Faults in Aero Engines
Forum Discussions | Wang Haifeng: Insights and Discussions on Intelligent Development of Aviation Equipment Support
Forum Discussions | Wang Huamao: Overview of Comprehensive Testing Technologies and Development Trends for Spacecraft
Forum Discussions | Li Kaisheng: Discussion on the Testing and Control Technology Needs of Large Aircraft Power Systems
2021 Excellent Papers in the Field of Computer and Automation Technology Collection
2021 Excellent Papers in the Field of Aerospace2020 Excellent Papers in the Field of Aerospace
2020 Excellent Papers in the Field of Computer and Automation Technology Collection