Receive the latest tweets!
In simple terms, computer vision is more academic and software-oriented; machine vision includes both hardware and software (acquisition devices, light sources, lenses, control, mechanisms, algorithms, etc.), referring to a system and is more application-oriented. Therefore, machine vision is often referred to as a machine vision system.
-
Discipline: Machine vision, as a systematic engineering “discipline”, differs from computer vision, which is a form of computer science; computer vision belongs to the “science” of computers and involves the theories behind artificial systems that extract information from images, crossing disciplines.
-
Field:
Machine vision is the application of computer vision in factory automation; traditional machine vision is mainly applied in industrial fields, while computer vision is not limited to industrial applications.
From a narrow perspective of visual systems, computer vision is part of the machine vision system.
-
Information processing level:
Machine vision mainly extracts information, while computer vision extracts and understands information (definitional distinction).
-
Hardware and Software
A machine vision system must include hardware.
A computer vision system does not necessarily include hardware and is more algorithm-oriented.
Many people think that the names machine vision and computer vision are similar, as they both relate to vision. However, they are actually different disciplines.
1. Definitions
A. Machine Vision (MV)
Wikipedia: “The definition of machine vision varies, but it includes technologies and methods used to automatically extract information from images.”
It contrasts with image processing, where the output is another image. The extracted information can be simple signals indicating good/bad parts or complex data sets, such as the ID, location, and orientation of each object in the image. This information can be used for applications like automated inspection, robotics, process guidance, security monitoring, and vehicle guidance. This field includes a wide range of technologies, software and hardware products, integrated systems, actions, methods, and expertise. In industrial automation applications, machine vision is essentially the only term for these functions;
B. Computer Vision (CV)
Wikipedia: “Computer vision refers to the automatic extraction, analysis, and understanding of useful information from an image or a series of images. It involves the development of theoretical and algorithmic foundations for achieving automatic visual understanding.”
It is an interdisciplinary scientific field studying how to enable computers to gain high-level understanding from digital images or videos. From an engineering perspective, it seeks to automate tasks that the human visual system can perform.
1. First, from the definition perspective.
“Machine vision” is a rapidly advancing branch of artificial intelligence. Simply put, it uses machines to replace the human eye for measurement and judgment. A machine vision system refers to the use of machine vision products (i.e., image acquisition devices, which can be either CMOS or CCD) to capture images, which are then sent to a processing unit. Through digital processing, it judges dimensions, shapes, colors, and more based on pixel distribution and brightness, color, etc., and controls the actions of equipment on-site based on the judgment results. It is widely used in industries such as food and beverage, cosmetics, building materials and chemicals, metal processing, electronics manufacturing, packaging, and automotive manufacturing.
“Computer vision” refers to using computers to achieve human visual functions, perceiving, recognizing, and understanding three-dimensional scenes of the objective world. Computer vision is at the forefront of research, differing from the study of human or animal vision; it relies on a thorough understanding of camera performance and physical imaging processes to perform simple reasoning on each pixel, synthesizing potentially obtainable information from multiple images into a coherent whole, determining relationships between pixel sets to segment them or infer shape information using geometric or probabilistic techniques to identify objects.
2. Secondly, from the perspective of practical application. Machine vision focuses more on broad image signals (lasers, cameras) and automation control (production lines), while computer vision focuses more on the research of (2D, 3D) image signals themselves and the interdisciplinary studies related to images (image analysis).
3. Finally, although both involve visual processing algorithms, machine vision leans toward hard visual processing technology, mainly used in industrial robotics; while computer vision leans toward soft visual processing technology, mainly used in recognition. This distinction should clarify things for you.
Machine Vision
1. Semiconductor
Machine vision systems have extensive applications in semiconductor device manufacturing; in fact, without machine vision, the yield of computer chips would significantly decrease. Machine vision systems inspect wafers, processor chips, and components like resistors and capacitors.
2. Automotive Industry
Machine vision systems guide industrial robots, measure the fit of stamped metal parts, and check painted vehicles for surface defects.
3. Military
Although machine vision technology is developed for the visible spectrum, the same processing techniques can also be applied to images captured by imaging devices sensitive to other forms of light (such as infrared).
Computer Vision
Computer vision includes scene reconstruction, event detection, video tracking, object recognition, 3D pose estimation, motion estimation, and image restoration.
Two important metrics for any visual system (computer vision or machine vision):
-
Sensitivity: The ability of the machine to observe in dim light or detect weak pulses at invisible wavelengths.
-
Resolution: The degree to which the machine can distinguish objects. Generally, the higher the resolution, the narrower the field of view.
When other factors remain constant, the relationship is that increasing sensitivity reduces resolution, and increasing resolution reduces sensitivity.
a. Components of Machine Vision Systems
A simple machine vision system consists of the following components:
-
An optical sensor
-
A monochrome camera
-
Lighting (to ensure clear images)
-
A frame grabber (computer camera interface card)
-
Computer software for image processing (for analysis and processing of images, pattern matching or other algorithms may be used based on the nature of the analyzed image)
-
Digital signal hardware or network connection for reporting results
Once the optical sensor determines that an object has moved to the inspection position on the conveyor belt, it triggers the camera to take a picture of that object. The lighting design in the machine vision system is used to highlight the features of interest while minimizing or blurring the appearance of uninteresting features. The camera’s image is captured by the frame grabber. The frame grabber is a computer card that converts the camera’s output into a digital format and stores the image in computer memory for processing by the machine vision software. The software typically takes several steps to process the image. Usually, the image is first processed to reduce noise or convert the grayscale image to a binary image. After the initial simplification, the software counts, measures, and/or identifies objects in the image. As a final step, the software determines whether the object passes based on programmed standards. If an object fails, the software signals the robot to reject it; additionally, the system prompts human intervention to fix the production issue causing the failure.
Commercial and open-source machine vision system packages usually include many different image processing techniques, such as: – Pixel counting: counting the number of bright or dark pixels – Thresholding: converting a grayscale image to a black-and-white image – Connectivity and segmentation: locating and/or counting parts by distinguishing bright connected areas from dark connected areas – Barcode reading: machines reading or scanning one-dimensional and two-dimensional barcodes – Optical character recognition: automatically reading text – Measurement: measuring the size of objects – Edge detection: looking for target edges – Template matching: finding, matching, and/or counting specific patterns – Robust pattern recognition: recognizing objects that may be rotated, temporarily occluded by another object, or changed in size.
In most cases, machine vision systems will use a combination of these processing techniques to perform a complete inspection.
Machine vision differs from computer vision, where computer vision is an “academic research field” typically classified as a subfield of artificial intelligence.
Computer vision extends to topics related to the machine representation of robots and human vision. Machine vision refers to automation imaging “systems” used in factories, assembly plants, and other industrial environments. A machine vision system is a computer that makes decisions based on digital image analysis. Just as inspectors on assembly lines visually inspect parts to assess process quality, machine vision systems also use digital cameras and image processing software for similar inspections.
If we consider machine vision as the main body of a system, then computer vision is the retina, optic nerve, brain, and central nervous system. Machine vision systems use cameras to view images, then computer vision algorithms process and interpret the images, instructing other components in the system to act on that data.
Computer vision can be used independently without being part of a larger machine system. However, a machine vision system cannot function without a computer and its core specific software. This goes far beyond image processing. In computer vision (CV) terms, images do not even have to be photographs or videos; they can be “images” from thermal or infrared sensors, motion detectors, or other sources.
In addition to the widespread application of vision technologies represented by machine vision in industrial production, in the consumer field, with the increase in data volume, enhanced computational power, and the development of deep learning algorithms, computer vision technology is increasingly being applied in various consumer-level application scenarios, such as facial recognition services, including face detection, facial key point identification, face comparison, face search, face attributes, face clustering, and human liveness detection. Computer vision refers to using computers to achieve human visual functions, perceiving, recognizing, and understanding three-dimensional scenes of the objective world. Unlike the study of human or animal vision, it builds models using geometry, physics, and learning technologies to process data statistically.
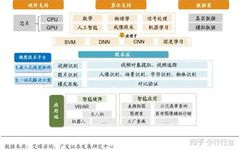
From a disciplinary perspective, both machine vision (Machine Vision, MV) and computer vision (Computer Vision, CV) are considered subfields of artificial intelligence. Both have connections and distinctions. First, machine vision and computer vision share many similarities; architecturally, they consist of a foundational layer, technical layer, and application layer; and their basic theoretical frameworks, underlying theories, and algorithms are similar, leading to some overlap in technology and application fields.
However, they are indeed distinct concepts with different emphases. Computer vision employs a combination of image processing, pattern recognition, and artificial intelligence technologies, focusing on the computer analysis of one or more images. Images can be obtained by a single or multiple sensors, or by a single sensor capturing image sequences at different times.
Machine vision emphasizes the engineering application of computer vision technology, capable of automatically acquiring and analyzing specific images to control corresponding behaviors. Specifically, computer vision provides the theoretical and algorithmic foundations for image and scene analysis, while machine vision provides sensor models, system construction, and implementation means for computer vision. Both share a common theoretical system, but their developmental directions differ; machine vision focuses on practical applications in industrial fields, while computer vision emphasizes theoretical algorithm research.
In terms of application fields, machine vision is mostly applied in industrial domains, including measurement and inspection, smart manufacturing, etc.; in contrast, many scenarios in the consumer field are specific applications of computer vision. The speed of theoretical research development often exceeds practical application, meaning that the development of computer vision far exceeds its practical timing. Currently, the specific methods for computer vision tasks mastered only apply to narrow tasks such as facial recognition and fingerprint recognition, and cannot be widely applied in different contexts.
In terms of composition, machine vision systems consist of various hardware and software elements; in addition to algorithms and software being the core content of the system, components like sensors and controllers are also essential. For instance, in the case of Tianzhun Technology, over 90% of costs are raw materials, with sensor costs (lenses, cameras, sensors) and mechanical costs accounting for 41.5% and 37.1%, respectively. In the machine vision industry chain, in addition to visual systems, sensors, light sources, lenses, and other component manufacturers, the midstream also includes equipment manufacturers with core technologies and many other system integrators.
In contrast, in consumer-level applications, companies often provide solutions centered on algorithms and software, with lower hardware costs.
Since machine vision emphasizes engineering applications, it stresses real-time performance, high precision, high speed, as well as the reliability of algorithms and stability of systems. From the perspective of technological transformation trends, 3D vision, multispectral imaging, high-speed imaging and processing, and deep learning are important directions for continuous performance improvement in machine vision. Currently, the images input into machine vision are still primarily 2D information, but the integration of new sensor technologies with 3D vision is expected to significantly expand the application range of machine vision. Additionally, hyperspectral and multispectral imaging can simultaneously process the detection of multiple different categories of products, which is also an important direction for the evolution of machine vision. Lastly, deep learning combined with machine vision can continuously optimize detection parameters and increase detection flexibility, which is a crucial direction for future machine vision innovation.
In summary: Industrial-grade machine vision and consumer-grade machine vision have essential differences, with clear distinctions in application focus and structure; however, both industrial machine vision and consumer-grade machine vision originate from artificial intelligence technologies, with perception and algorithms as core technologies, suggesting strong extensibility of products and technologies across various fields. Machine vision is a relatively universal underlying technology that can be widely applied in both industrial and non-industrial areas, playing a vital role in the transformation and upgrading of current manufacturing industries. Machine vision, with its reliability and cost-effectiveness, is being widely applied in various industrial manufacturing scenarios, with broad growth prospects in the future.
Original link: https://51qudong.com/ji-qi-shi-jue-yu-ji-suan-ji-shi-jue-de.html
Recommended Popular Articles:Clickto directly access related articles:
001: Research resources and journals, conferences in the field of computer vision
002:German KUKA robots compete with world champion table tennis players
003:120 images outline the complete landscape of the global AI industry!
004: Facebook open-sources computer vision system, understanding images at the pixel level (with papers and code)
005: Want to become a machine learning engineer? This self-study guide is worth saving
006: Eleven common filtering algorithms
007: Basics of image processing and computer vision, classics and recent developments
008: In-depth report on the robotics industry (full version)
009: From a laundry worker to Google’s chief scientist, she changed the AI field through solitude!
010:Research report on industrial-grade machine vision
011:Brief description of the principle of dual telecentric industrial lenses
012: How to equip an academic iPad?
013: Overview of machine vision systems
014: German craftsmen: We don’t have “good quality at a low price”
015: Why is the best robotic arm 7 degrees of freedom instead of 6?
016: The most powerful technology video ever!
017: Comparison of the top 10 popular programming languages for robots, which one do you master?
018: Novel and complex mechanical principle diagrams!
019: Comprehensive collection of knowledge related to robotic control systems
020: The working principle of robots, the most detailed analysis ever!
021: Knowledge points on light source selection
022: This is a mechanical hand, this is automation, what you have is nothing!
023: Basic knowledge of cameras and lenses
024: Panorama of the Internet of Things industry chain (including 13 other panoramic views of the electronic industry, must-collect)
025: How powerful is Japan? It leaves people breathless! You won’t sleep after watching it
026: German machinery amazes the world: invincibility is so lonely
All phenomena that arise should be viewed as dreams, illusions, bubbles, and shadows, like dew and lightning, and should be observed as such!