
The cement grinding process has nonlinear, large time-delay, and time-varying characteristics, making it difficult to establish an accurate cement mill model. The intelligent expert control system for cement mills can achieve intelligent control of the cement production process, which is a core control link for realizing intelligent manufacturing in cement production. It can reduce the energy consumption of the grinding process, stabilize the production process’s output, ensure the smooth and safe operation of the equipment, and play an important role in ensuring the quality indicators of the products.
The cement grinding process has nonlinear, large time-delay, and time-varying characteristics, making it difficult to accurately control the operation of the grinding production line through simple performance indicators and parameter control. The production process is greatly affected by material factors and equipment factors, such as poor discharge from the storage bin, material segregation in the roller press, and fluctuations in the power grid voltage. At the same time, domestic cement production generally has staggered production and a wide variety of product types. The intelligent expert control system for cement mills (hereinafter referred to as the cement expert system) can achieve intelligent control of the cement production process, which is a core control link for realizing intelligent manufacturing in cement production. It can reduce the energy consumption of the grinding process, stabilize the production process’s output, ensure the smooth and safe operation of the equipment, and play an important role in ensuring the quality indicators of the products. At the same time, it reduces the labor intensity of operators, realizing a human-centered approach and promoting the development of intelligent manufacturing in the cement industry.

Our company’s cement grinding system is a combined grinding process system composed of a roller press and a ball mill. The powdered material pressed by the roller press is dispersed by a V-type classifier and pre-classified by a dynamic classifier, with coarse particles returned to the roller press for re-compression. The fine powder of a certain fineness selected by the dynamic classifier is collected by a dust collector and fed into the ball mill for further grinding. Through analysis, the cement grinding control system includes four control units: total output control of the roller press, control of the roller press’s discharge gate, and control of the circulating fan speed and classifier speed. The roller press system consists of feeding scales, feeding belts, grinding bins, V-type classifiers, small bins, and the roller press itself, forming a closed-loop control. The mill system is a closed-loop circuit formed by the dynamic classifier, the mill, and the discharge bin. The two systems are coupled through the V-type classifier, bag dust collector, and circulating fan closed-loop circuit. The process flow is shown in Figure 1.
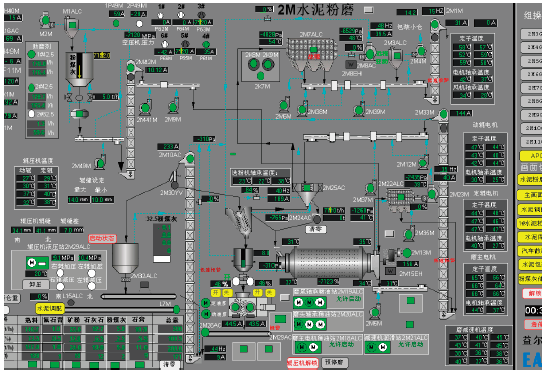
Figure 1 Cement Grinding Process Control System Flow Diagram
After analyzing the system and comparing various control schemes, we ultimately adopted a control scheme based on fuzzy control and machine learning on the LabVIEW platform. LabVIEW is a programming development environment that uses the graphical programming language G to write programs, which are in the form of block diagrams. It is widely accepted in industry, academia, and research laboratories. LabVIEW has dedicated modules for the control field, LabVIEW DSC, which has rich industrial communication interfaces. In addition, the new version of LabVIEW has a Python interface, making it convenient to utilize various library modules in the field of machine learning.
Based on the characteristics of the production process, we divided the production process into four control modules. According to fuzzy control theory analysis methods, we classified and categorized the production process parameters, determined the domain of each parameter, and performed fuzzification, determining quantization factors and proportional factors. The following is an analysis of each sub-control module.
1) Total Output Control Module of the Roller Press
According to the weight increase and decrease of the roller press’s weighing bin, the total output of the mill is controlled, while also considering the system fan speed. Changes in the system fan speed will drive changes in capacity, and the system will correspondingly modify the total output of the mill to ensure material balance in the roller press system and a reasonable amount of circulating material.
2) Discharge Gate Control Module of the Roller Press
By adjusting the opening of the discharge gate of the roller press, the load of the roller press is stabilized, ensuring that the roller press receives a uniform and stable oversaturated feed, thus ensuring the efficient working of the roller press. It should also respond to changes in the raw material’s grindability to improve the working efficiency of the roller press and ensure stable output quality from the mill.
3) Cold Air Valve Module
This module coordinates operations based on the weight of the small bin of the roller press, the current of the discharge lift, the change in roller press power, and the change in the current of the discharge lift to ensure system stability.
4) Classifier Speed Control Module
This module adjusts the speed of the dynamic classifier based on the fineness of the powder (equivalent specific surface area) to achieve qualified and stable product quality.

4.1 Data Preprocessing
In this project, the production process control system uses the ABB Freelance 2000 DCS control system, communicating with LabVIEW through OPC DA to obtain real-time production data. Data preprocessing is a key part of this project. By using a queue approach, important data such as current, pressure, and temperature are cleaned, filtered, and averaged to achieve accurate identification of system operating conditions. Especially for the roller press, whose current fluctuates significantly, instantaneous current cannot represent the operating condition of the roller press. Therefore, using a rolling average can effectively reflect the trend of changes in the operating condition of the roller press. In this example, we combined the relevant current signals, roller press pressure, and other related parameters into an array and performed unified data preprocessing using algorithms such as queues and shift registers, as shown in Figure 2.
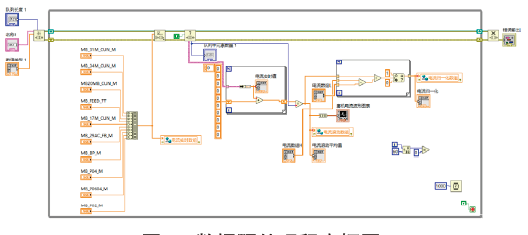
Figure 2 Data Preprocessing Program Flow Diagram
4.2 Design of the Fuzzy Controller
This example uses the feeding baffle of the roller press to illustrate the design of the fuzzy controller. The average deviation of the roller press current and the deviation of the discharge lift current are selected as input variables, quantifying them into five linguistic variable values: negative large (NB), negative small (NS), zero (Z), positive small (PS), and positive large (PB). The baffle opening is adjusted as the output variable, with seven linguistic variable values: negative large (NB), negative medium (NM), negative small (NS), zero (Z), positive small (PS), positive medium (PM), and positive large (PB). In this project, the shape of the “membership function” is chosen to be triangular, and the membership function diagram for the average deviation of the roller press current is set as shown in Figure 3. The membership function for the discharge lift current deviation is set similarly.
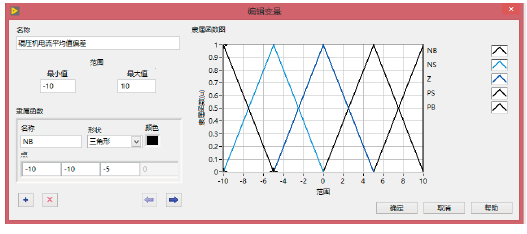
Figure 3 Membership Function Diagram for Average Deviation of Roller Press Current
After generating the membership functions for the input and output variables, a fuzzy control rule table is established. This controller produces 25 fuzzy control rules, as shown in Figure 4.
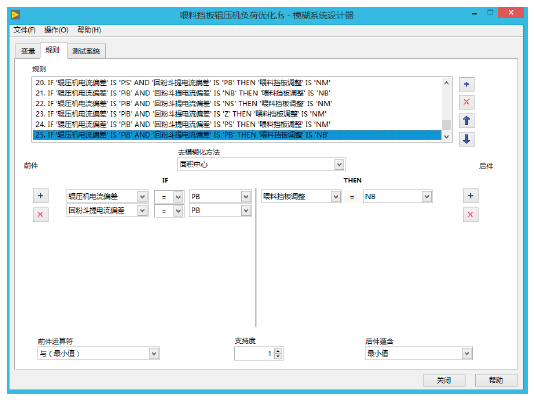
Figure 4 Fuzzy Control Rules
After generating the fuzzy controller, the relationship between the input and output variables can be intuitively observed through a visual 3D model. The design of the fuzzy control testing system is shown in Figure 5.
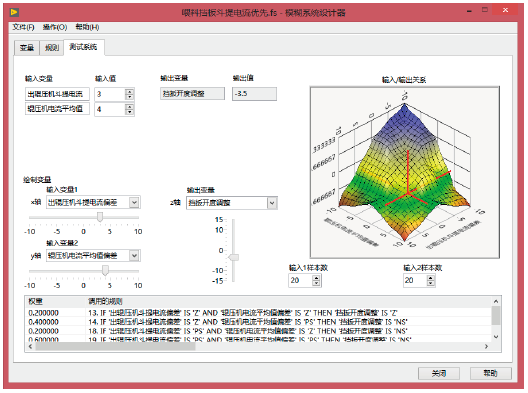
Figure 5 Fuzzy Controller System Design
4.3 Application of the Fuzzy Controller in the Control Program
After completing the design of the fuzzy controller, the control strategy is loaded through the fuzzy system module. Before the fuzzy controller runs, it is necessary to process the production process data to ensure that the fuzzy controller operates within an effective range. The development and application of the fuzzy controller are shown in Figure 6.
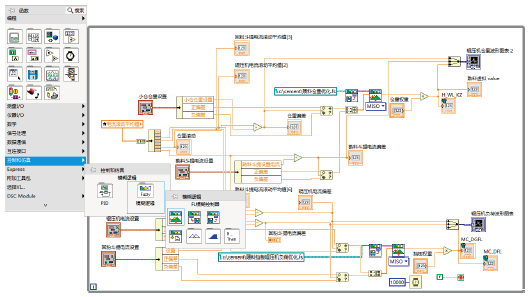
Figure 6 Development and Application of the Fuzzy Control Module
4.4 Cement Product Switching Control
The cement specific surface area controller automatically adjusts the classifier speed based on the target value. The fan speed can also adjust the cement specific surface area, but generally, it is primarily controlled by the classifier speed. When the system is overly or underly ventilated, it is necessary to adjust the fan speed to regulate the specific surface area of the cement. Therefore, the control parameters of each device differ for different types of cement during the process operation. In this project, to facilitate operation, a one-key switching function is set up. Using the concept of clusters in LabVIEW, the parameters that need to be set are packaged into clusters, with each type independently set (as shown in clusters 32.5 and 42.5 in Figure 7, representing P·O 32.5 cement and P·O 42.5 cement, respectively) for convenient one-key selection.
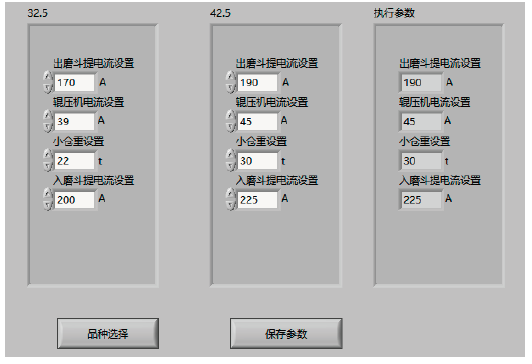
Figure 7 Cluster Settings
4.5 Data Analysis Based on Machine Learning
During the cement production process, a large amount of process data is generated, such as the fineness, specific surface area, fluidity, and water demand of the cement, as well as temperature, pressure, and other parameters in the production process. At the same time, a large amount of equipment operation data is generated, such as mill current, roller press current, bearing temperature, and vibration values. In this project, we utilize the integration function of LabVIEW and Python to write the data collected by LabVIEW into the open-source database PostgreSQL in the form of arrays using scripts written in Python. We then use common machine learning libraries such as Numpy, Scipy, and Scikit-Learn to analyze the data, which helps us achieve data classification, regression, clustering, dimensionality reduction, model selection, and data preprocessing. This project processes historical current, pressure, roller gap, and baffle opening parameters of the roller press through regression algorithms to find the optimal working point and control parameters for the roller press.

4.6 System Pre-judgment and Voice Alarm
To ensure the reliability of the system operation, special conditions are monitored through key control parameters, including current, temperature, pressure, and other process parameters. For special situations that arise in the system, such as the volumetric feeder running out of materials, excessive current deviation, rapid temperature rise, etc., the system will promptly issue a voice alarm to remind relevant personnel to address the situation in a timely manner, effectively reducing the occurrence of accidents and achieving good human-machine interaction. This project calls the Speech library in LabVIEW, utilizing text-to-speech (TTS) technology to achieve this function. Operators can set thresholds for information and can intuitively see the status of signals, as shown in Figure 8.
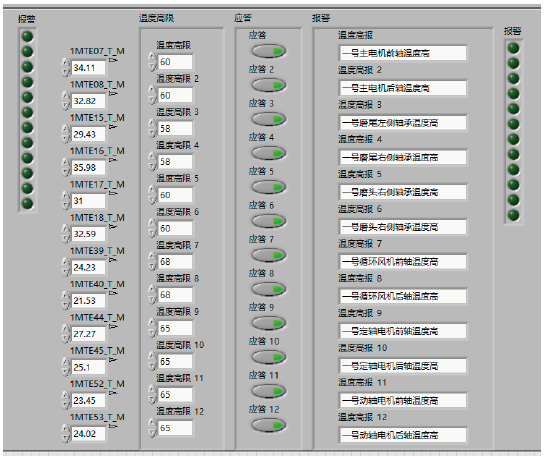
Figure 8 Alarm System Threshold Setting
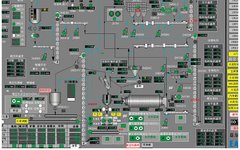
This project fully utilizes the characteristics of visual programming on the LabVIEW platform, featuring rapid development speed, suitability for enterprise engineering technicians to develop and apply, and allowing process engineers to modify fuzzy controller parameters in real-time based on operational experience. After the system was put into operation, it stabilized the production process parameters, demonstrating strong applicability, as shown in the operating interface in Figure 9.
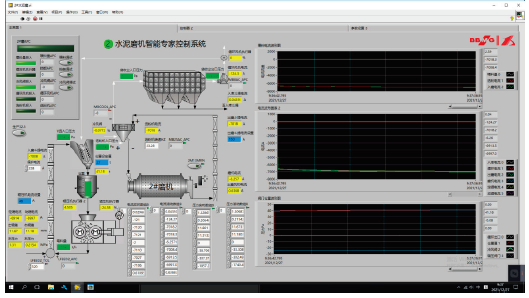
Figure 9 Cement Mill Expert Control System Diagram
This project utilizes the rich communication interfaces of the LabVIEW platform, the efficient fuzzy controller module, and the advanced Python language interface, resulting in high overall integrity and scalability. It deeply integrates traditional industrial automation algorithms with machine learning information technology, yielding good application results and possessing certain promotion value and practical significance.